
Rotational molding ၊ rotational molding ၊ rotational molding ၊ rotary molding စသည်တို့ သည် သာမိုပလပ်စတစ် အခေါင်းပေါက် ပုံသွင်းနည်း ဖြစ်သည် ။နည်းလမ်းမှာ မှိုထဲသို့ ပလတ်စတစ်ကုန်ကြမ်းများကို ဦးစွာထည့်ပြီးနောက် မှိုကို ဒေါင်လိုက်ပုဆိန်နှစ်ခုတစ်လျှောက် စဉ်ဆက်မပြတ် လှည့်ပတ်ကာ အပူပေးကာ မှိုအတွင်းရှိ ပလတ်စတစ်ကုန်ကြမ်းများကို ဖြည်းဖြည်းချင်း ညီညီစွာ အုပ်ကာ အရည်ကျိုကာ လုပ်ဆောင်ချက်အောက်တွင် မှိုပေါက်အတွင်း တွယ်ကပ်နေပါသည်။ ဆွဲငင်အားနှင့် အပူစွမ်းအင်။မျက်နှာပြင်တစ်ခုလုံးတွင် ၎င်းကို လိုချင်သောပုံသဏ္ဍာန်အဖြစ် ဖွဲ့စည်းပြီး ထုတ်ကုန်တစ်ခုအဖြစ် အအေးခံသည်။
(၁) ကြီးမားသော အစိတ်အပိုင်းများကို ပုံသွင်းရန်အတွက် သင့်လျော်သည်။လည်ပတ်ပုံသွင်းခြင်းလုပ်ငန်းစဉ်သည် ကြီးမား၍ပိုကြီးသော ပလပ်စတစ်အစိတ်အပိုင်းများကို စီမံဆောင်ရွက်နေသော်လည်း ကြီးမား၍ပိုကြီးသော ပလပ်စတစ်အစိတ်အပိုင်းများကို စီမံဆောင်ရွက်သည့်တိုင် လည်ပတ်ပုံသွင်းခြင်းလုပ်ငန်းစဉ်သည် ပစ္စည်းအလေးချိန်၊ မှိုနှင့် ဖရိန်ကိုယ်နှိုက်ကို ပံ့ပိုးပေးရန်အတွက် ဖရိန်၏ ခွန်အားကို လိုအပ်ပါသည်။ အလွန်လေးလံသော စက်ကိရိယာများနှင့် မှိုများကို အသုံးပြုရန် မလိုအပ်ပါ။.ထို့ကြောင့်၊ သီအိုရီအရ၊ လည်ပတ်ပုံသွင်းခြင်းလုပ်ငန်းစဉ်ဖြင့် ပြုလုပ်သော ထုတ်ကုန်များ၏ အရွယ်အစားအပေါ် ကန့်သတ်ချက်မရှိသလောက်ဖြစ်သည်။
(၂) အမျိုးအစားမျိုးစုံနှင့် အသေးစားအသုတ်ပလပ်စတစ်ထုတ်ကုန်များ ထုတ်လုပ်မှုအတွက် သင့်လျော်သည်- ရိုးရှင်းသောဖွဲ့စည်းပုံနှင့် လည်ပတ်ပုံသွင်းခြင်းအတွက် မှို၏စျေးနှုန်းနိမ့်ခြင်းကြောင့် ထုတ်ကုန်များကို ပြောင်းလဲရန် အလွန်အဆင်ပြေပါသည်။
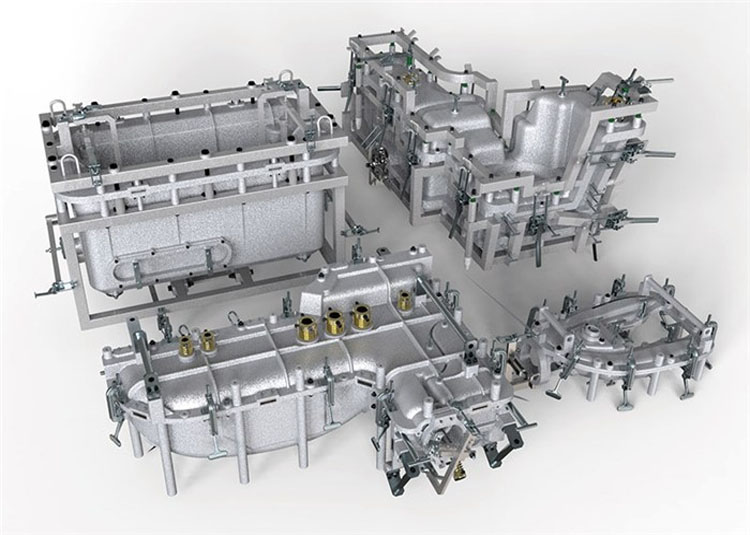
(၃) အခြားသော ပုံသွင်းခြင်း လုပ်ငန်းစဉ်များဖြင့် မယှဉ်နိုင်သော ရှုပ်ထွေးသော ပုံသဏ္ဍာန်များဖြင့် အကြီးစား အခေါင်းပေါက် ထုတ်ကုန်များကို လုပ်ဆောင်ရန် သင့်လျော်ပါသည်။
(၄) ပလတ်စတစ် ထုတ်ကုန်များ၏ အရောင်ပြောင်းရန် လွယ်ကူသည်။ထုတ်ကုန်၏အရောင်ကိုပြောင်းလဲရန်လိုအပ်သောအခါ၊ ပုံသွင်းသေတ္တာကိုသန့်ရှင်းရန်သာလိုအပ်သည်။
(5) rotary molding ၏ အဓိက အားနည်းချက်များမှာ- စွမ်းအင်သုံးစွဲမှု မြင့်မားသောကြောင့် ပုံသွင်းစက်ဝန်းတစ်ခုစီတွင်၊ မှိုနှင့် မှိုအခြေခံသည် ထပ်ခါတလဲလဲ အပူပေးပြီး အအေးခံရန် လိုအပ်ပါသည်။ပုံသွင်းစက်ဝန်းသည် ရှည်လျားသည်၊ အကြောင်းမှာ အပူကို ငြိမ်ပလပ်စတစ်ဖြင့် အဓိကလုပ်ဆောင်သောကြောင့် ဖြစ်သည်။ထို့ကြောင့် rotary molding အပူပေးချိန်သည် ကြာရှည်သည်။လုပ်သားပြင်းထန်မှု ကြီးမားပြီး ထုတ်ကုန်၏ အတိုင်းအတာ တိကျမှု ညံ့ဖျင်းသည်။
စာတိုက်အချိန်- မေ ၁၉-၂၀၂၂